
Valg af den rigtige maskintype til multiakset CNC-bearbejdning er blandt de mest afgørende beslutninger. Det bestemmer processens samlede kapacitet, de mulige designs og de samlede omkostninger. 3-akset vs. 4-akset vs. 5-akset CNC-bearbejdning er en populær debat, og det rigtige svar afhænger af projektets krav.
Denne guide vil se på det grundlæggende inden for multiakset CNC-bearbejdning og sammenligne 3-akset, 4-akset og 5-akset CNC-bearbejdning for at hjælpe dig med at træffe det rigtige valg.
Introduktion til 3-akset bearbejdning

Spindlen bevæger sig lineært rundt i X-, Y- og Z-retninger, og emnet har brug for fiksturer, der holder det i ét plan. Muligheden for at arbejde på flere planer er mulig i moderne maskiner. Men de kræver specielle fiksturer, der er lidt dyre at fremstille og også tager meget tid.
Der er dog også nogle begrænsninger for, hvad 3-aksede CNC'er kan gøre. Mange funktioner er enten økonomisk uholdbare, på trods af de relative priser på 3-aksede CNC'er, eller er simpelthen umulige. For eksempel kan 3-aksede maskiner ikke skabe vinklede funktioner eller noget, der er på XYZ-koordinatsystemet.
Omvendt kan 3-aksede maskiner skabe underskæringsfunktioner. De kræver dog adskillige forudsætninger og specialfræsere som T-not- og svalehalefræsere. Opfyldelse af disse krav kan nogle gange skyde priserne i vejret, og nogle gange bliver det mere rentabelt at vælge en 4-akset eller 5-akset CNC-fræseløsning.
Introduktion til 4-akset bearbejdning
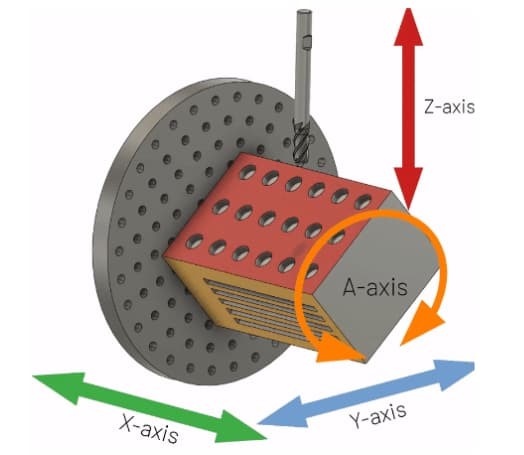
4-akset bearbejdning er mere avanceret end dens 3-aksede modstykker. Udover at skæreværktøjet bevæger sig i XYZ-planer, tillader de også emnet at rotere på Z-aksen. Dette betyder, at 4-akset fræsning kan arbejde på op til 4 sider uden særlige krav som unikke fiksturer eller skæreværktøjer.
Som tidligere nævnt gør den ekstra akse på disse maskiner dem mere økonomisk rentable i nogle tilfælde, hvor 3-aksede maskiner kan klare arbejdet, men med særlige krav. De ekstra omkostninger, der er nødvendige for at fremstille de rigtige fiksturer og skæreværktøjer på 3-akser, overstiger den samlede prisforskel mellem 4-aksede og 3-aksede maskiner. Dermed er de et mere rentabelt valg til nogle projekter.
Derudover er et andet vigtigt aspekt ved 4-akset fræsning den overordnede kvalitet. Da disse maskiner kan arbejde på 4 sider på én gang, er det ikke nødvendigt at omplacere emnet på fiksturerne. Derved minimeres risikoen for menneskelige fejl og den samlede nøjagtighed forbedres.
I dag findes der to typer 4-akset CNC-bearbejdning; kontinuerlig og indekserende.
Kontinuerlig bearbejdning gør det muligt for skæreværktøjet og emnet at bevæge sig samtidig. Det betyder, at maskinen kan skære materiale, mens det roterer. Derved bliver komplekse buer og former som spiraler meget enkle at bearbejde.
Indekseringsbearbejdning fungerer derimod i etaper. Skæreværktøjet stopper, når emnet begynder at rotere omkring Z-planet. Det betyder, at indekseringsmaskiner ikke har de samme muligheder, fordi de ikke kan skabe komplekse buer og former. Den eneste fordel er, at emnet nu kan bearbejdes på 4 forskellige sider uden behov for specielle fiksturer, som er essentielle i en 3-akset maskine.
Introduktion til 5-akset bearbejdning
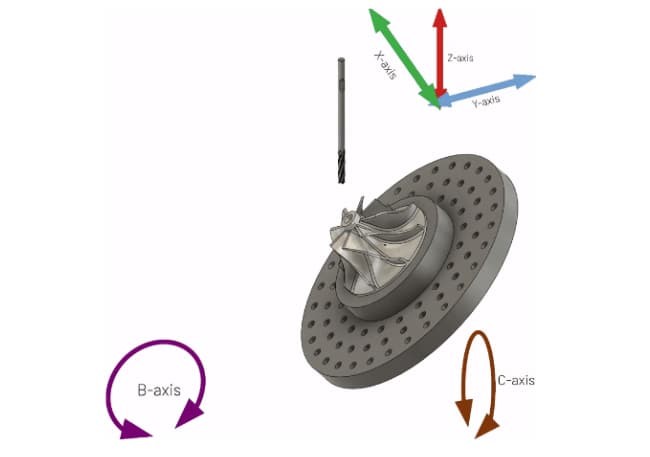
5-akset bearbejdning tager tingene et skridt videre og muliggør rotation på to planer. Denne rotation på flere akser sammen med skæreværktøjets evne til at bevæge sig i tre retninger er de to integrerede kvaliteter, der gør det muligt for disse maskiner at håndtere de mest komplekse job.
Der findes to typer 5-akset CNC-bearbejdning på markedet. 3+2-akset bearbejdning og kontinuerlig 5-akset bearbejdning. Begge fungerer i alle planer, men førstnævnte har de samme begrænsninger og arbejdsprincip som en indekserende 4-akset maskine.
3+2-akset CNC-bearbejdning tillader rotation uafhængigt af hinanden, men begrænser brugen af begge koordinatplaner på samme tid. Kontinuerlig 5-akset bearbejdning har derimod ikke sådanne begrænsninger. Dermed opnås overlegen kontrol og muligheden for nemt at bearbejde de mest komplekse geometrier.
Hovedforskelle mellem 3-, 4- og 5-akset CNC-bearbejdning
Forståelse af kompleksiteten og begrænsningerne ved den pågældende type CNC-bearbejdning er afgørende for at sikre den bedste balance mellem omkostninger, tid og kvalitet i processen.
Som nævnt før, ville adskillige projekter være dyrere med en ellers økonomisk 3-akset fræsning på grund af de indviklede detaljer omkring fiksturer og processer. Ligeledes ville det at vælge en 5-akset fræsning til hvert enkelt projekt være synonymt med at bekæmpe kakerlakker med en maskingevær. Lyder ikke effektivt, vel?
Det er netop derfor, det er vigtigt at forstå de vigtigste forskelle mellem 3-akset, 4-akset og 5-akset bearbejdning. Dette kan sikre, at den bedste type maskine vælges til ethvert specifikt projekt uden at gå på kompromis med de væsentlige kvalitetsparametre.
Her er de 5 vigtigste forskelle mellem de forskellige typer CNC-bearbejdning.
Arbejdsprincip
Arbejdsprincippet for al CNC-bearbejdning er det samme. Skæreværktøjet, der styres af en computer, roterer rundt om emnet for at fjerne materiale. Desuden bruger alle CNC-maskiner enten M-koder eller G-koder til at dechifrere værktøjets bevægelse i forhold til emnet.

Forskellen ligger i den ekstra mulighed for at rotere omkring forskellige planer. Både 4-akset og 5-akset CNC-fræsning tillader rotation omkring forskellige koordinater, og denne kvalitet resulterer i skabelsen af mere komplekse former med relativ lethed.
Præcision og nøjagtighed
CNC-bearbejdning er kendt for sin nøjagtighed og lave tolerancer. CNC-typen påvirker dog produktets endelige tolerancer. 3-akset CNC, omend meget præcis, vil have større chance for tilfældige fejl på grund af konstant repositionering af emnet. For de fleste applikationer er denne fejlmargin ubetydelig. For følsomme applikationer inden for luftfart og bilindustrien kan selv den mindste afvigelse dog forårsage problemer.

Både 4-akset og 5-akset CNC-bearbejdning har ikke dette problem, da de ikke kræver nogen ompositionering. De tillader skæring på flere planer på en enkelt fikstur. Desuden er det vigtigt at bemærke, at dette også er den eneste kilde til uoverensstemmelse i kvaliteten af 3-akset bearbejdning. Bortset fra dette forbliver den samlede kvalitet med hensyn til præcision og nøjagtighed den samme.
Applikationer
Forskellene i CNC-typen er ikke kun baseret på anvendelse i hele branchen, men snarere på produktets art. For eksempel vil forskellen mellem 3-aksede, 4-aksede og 5-aksede fræseprodukter være baseret på designets samlede kompleksitet snarere end på selve branchen.
En simpel del til luftfartssektoren kan udvikles på en 3-akset maskine, mens noget komplekst til enhver anden sektor kan kræve brugen af en 4-akset eller 5-akset maskine.
Omkostninger
Omkostningerne er blandt de primære forskelle mellem 3-, 4- og 5-akset CNC-fræsning. 3-aksede maskiner er naturligvis mere økonomiske at købe og vedligeholde. Udgifterne til at bruge dem afhænger dog af faktorer som fiksturer og operatørernes tilgængelighed. Mens udgifterne til operatører forbliver de samme i tilfælde af 4-aksede og 5-aksede maskiner, udgør fiksturerne stadig en betydelig del af udgifterne.
På den anden side er 4- og 5-akset bearbejdning mere teknologisk avanceret og har bedre funktioner. Derfor er de naturligvis dyre. De bringer dog mange muligheder med sig og er et brugbart valg i mange unikke tilfælde. En af dem er allerede blevet diskuteret før, hvor et teoretisk muligt design med en 3-akset maskine ville kræve en masse specialfremstillede fiksturer. Derved øges de samlede omkostninger og 4-akset eller 5-akset bearbejdning bliver en mere brugbar mulighed.
Leveringstid
Når det kommer til de samlede leveringstider, giver kontinuerlige 5-aksede maskiner de bedste samlede resultater. De kan bearbejde selv de mest komplekse former på kortest tid på grund af manglende stop og enkelttrinsbearbejdning.
Kontinuerlige 4-aksede maskiner kommer efter det, da de tillader rotation i én akse og kun kan håndtere plane vinkelfunktioner på én gang.
Endelig har 3-aksede CNC-maskiner den længste leveringstid, fordi skæringen foregår i etaper. Desuden betyder begrænsningerne ved 3-aksede maskiner, at der vil være en masse ompositionering af emnet, hvilket vil resultere i en stigning i de samlede leveringstider for ethvert projekt.
3-akset vs. 4-akset vs. 5-akset fræsning, hvad er bedre?
Inden for produktion findes der ikke en absolut bedre metode eller en universalløsning. Det rigtige valg afhænger af projektets indviklede detaljer, det samlede budget, tiden og kvalitetskravene.
3-akset vs. 4-akset vs. 5-akset har alle deres fordele og ulemper. Naturligvis kan 5-akset skabe mere komplekse 3D-geometrier, mens 3-akset hurtigt og konsekvent kan producere enklere dele.
Kort sagt er der intet svar på spørgsmålet om, hvilken der er det bedste valg. Enhver bearbejdningsmetode, der leverer den perfekte balance mellem omkostninger, tid og resultater, ville være et ideelt valg til et bestemt projekt.
Læs mere: CNC-fræsning vs. CNC-drejning: Hvilken er den rigtige at vælge
Start dine projekter med Guanshengs CNC-bearbejdningstjenester
For ethvert projekt eller enhver virksomhed kan den rette produktionspartner være forskellen mellem succes og fiasko. Produktion er en integreret del af produktudviklingsprocessen, og de rigtige valg i den fase kan bidrage væsentligt til at gøre et produkt levedygtigt. Guangsheng er det ideelle produktionsvalg til enhver situation på grund af deres insisteren på at levere det bedste med den største konsistens.
Udstyret med topmoderne faciliteter og et erfarent team kan Guangsheng håndtere alle former for 3-aksede, 4-aksede eller 5-aksede bearbejdningsopgaver. Med strenge kvalitetskontroller kan vi garantere, at de færdige dele lever op til alle former for kvalitetskontroller uden undtagelse.
Derudover er det, der adskiller Guangsheng fra andre kunder, deres hurtigste leveringstider og de mest konkurrencedygtige priser på markedet. Processen er også optimeret for at lette kundens behov. Du skal blot uploade designene for at få en omfattende DFM-analyse og et øjeblikkeligt tilbud, så du kan komme i gang.
Automatisering og onlineløsninger er nøglen til fremtidens produktion, og Guangsheng forstår det. Derfor er alt, hvad du behøver for at opnå de bedste resultater, kun et klik væk.
Konklusion
Alle 3-, 4- og 5-aksede CNC'er er forskellige, og hver type har sine styrker eller svagheder. Det rigtige valg afhænger dog af et projekts unikke krav og dets behov. Der findes ikke noget rigtigt valg inden for fremstilling. Den korrekte tilgang er at finde den mest optimale kombination af kvalitet, omkostninger og tid. Noget, som alle tre typer CNC kan levere baseret på kravene i et bestemt projekt.
Opslagstidspunkt: 29. november 2023